

以下是:百度文库201不锈钢立柱加工厂家的产品参数
产品参数 产品价格 99999 发货期限 可运输 供货总量 999999 运费说明 3-5 材质 不锈钢 品牌 正久 产地 山东 您是想要在河南省许昌市采购高质量的百度文库201不锈钢立柱加工厂家产品吗?河南省许昌市正久金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的百度文库201不锈钢立柱加工厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-17762077700,QQ:759739752,地址:《开发区工业园发货到许昌》。 河南省,许昌市 许昌市地处中原,历史悠久,是华夏文化的重要发祥地,中原城市群、中原经济区核心城市之一。许昌古文化有史前文化系列、汉文化系列、三国文化系列、寺庙建筑文化系列、钧瓷文化系列等。许昌是河南省政府批复确定的中原城市群地区性中心城市、中原经济区交通和物流枢纽城市、全国重要先进制造业基地、汉魏历史文化名城。许昌市区距省会郑州80千米,距新郑国际机场50千米,国道311、地方铁路横穿东西;京广铁路、京港澳高速公路、国道107纵贯南北;是豫中区域性政治、经济、文化中心,在河南省经济和社会发展中占有重要地位。
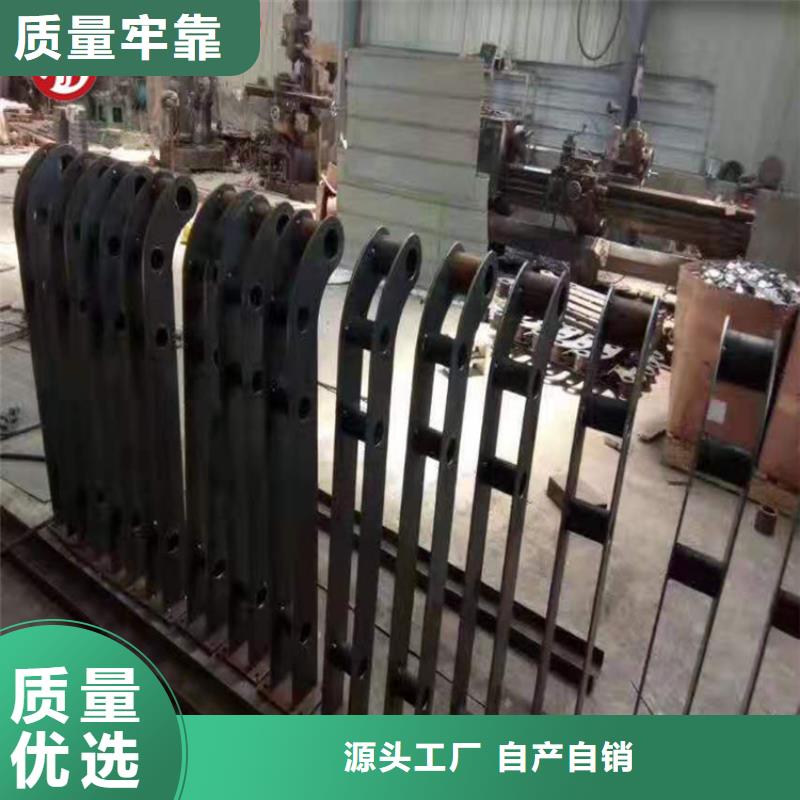
想要更深入地了解我们的百度文库201不锈钢立柱加工厂家产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。以下是:百度文库201不锈钢立柱加工厂家的图文介绍
许昌正久金属制品有限公司成立以来,一贯奉行质量可靠的宗旨,并于今年通过ISO9001:2000质量管理体系认证。
现我公司有大量 不锈钢复合管护栏现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。
不锈钢复合管栏杆设置原则
(1)车辆驶出路外有可能造成二次特大事故的路段必须设置路侧护栏。
(2)凡符合下列情况之一、车辆驶出路外有可能造成单车特大事故或二次重大事故的路段必须设置路侧护栏:
① 二级及以上等级公路边坡坡度和路堤高度规定范围之内的路段;
② 路侧有江、河、湖、海、沼泽、航道等水域的路段。
(3)凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧护栏:① 二级及以上等级公路边坡坡度和路堤高度规定范围以内的路段;
② 高速公路、一级公路路侧安全净区内设有车辆不能安全穿越的照明灯、摄像机、可变信息标志、交通标志、路堑支撑壁、声屏障、上跨桥梁的桥墩或桥台等设施的路段;
③ 二级及以上等级公路路侧边沟无盖板、车辆无法安全穿越的挖方路段;
④ 三、四级公路路侧有悬崖、深谷、深沟等的路段。
不锈钢复合管护栏
正久金属制品有限公司
分析了高频焊管生产过程中影响产品质量的主要因素,指出应对原材料、焊接工艺和轧辊调节三个环节进行重点控制,并对如何加以有限地控制提出了一些相应的措施不锈钢复合管护栏厂家钢管生产过程中质量的重点控制环节在高频焊管生产过程中,如何确保产品质量符合技术标准的要求和顾客的需要,则要对钢管成产过程中影响产品质量的因素进行分析。有数据统计认为,在生产过程中影响钢管产品质量的要素主要有原材料、焊接工艺、轧辊调节这三大环节,三者对钢管产品质量的影响的总和占80.01%。而轧辊材质、设备故障、生产环境及其他原因等四个方面的要素,对钢管产品质量的影响占19.99%,属于相对次要环节。因此,在钢管生产过程中,应对原材料、焊接工艺和轧辊调节三个环节进行重点控制。 1 原材料对钢管焊接质量的影响
钢管废品因果分析结果显示,影响原材料质量的因素主要有钢带力学性能不稳定、钢带的表面缺陷及几何尺寸偏差大等三个方面,因此,应从这三个方面进行重点控制。
1.1 钢带的力学性能对钢管质量的影响
焊接钢管常用的钢种为碳素结构钢,主要的牌号有Q195、Q215、Q235三种,其力学性能如表2规定。
三种碳素结构钢制钢管的力学性能
牌号软状态钢管低硬状态钢管
-抗拉强度 σb/MPa伸长率 δ5/%抗拉强度 σb/MPa伸长率 σb/MPa
Q195≥315≥22≥335≥14
Q215-A、B≥335≥22≥355≥13
Q235-A、B≥375≥20≥390≥9
钢带屈服点和抗拉强度过高,将造成钢带的成型困难,特别是管壁较厚时,材料的回弹力大,钢管在焊接时存在较大的变形应力,焊缝容易产生裂缝。当钢带的抗拉强度超过635MPa、伸长率低于10%时,钢带在焊接过程中焊缝易产生崩裂。当抗拉强度低于300MPa时,钢带在成型过程中由于材质偏软,表面容易起皱纹,特别是在焊接直径60mm以上的钢管时,钢管表面出现明显的、有规律性的圈形皱纹,皱纹严重时,会引起整批的钢管报废。可见,材料的力学性能对钢管的质量影响很大,应从材料强度方面对钢管质量进行有效地控制。
1.2 钢带表面缺陷对钢管质量的影响
钢带表面缺陷常见的有镰刀弯、波浪形、纵剪啃边等几种,镰刀弯和波浪形一般出现在冷轧钢带轧制过程中,是由压下量控制不当造成的。在钢管成型过程中,镰刀弯和波浪形会引起带钢的跑偏或翻转,容易使钢管焊缝产生搭焊,影响钢管的质量。钢带的啃边(即钢带边缘呈现锯齿状凹凸不平的现象),一般出现在纵剪带上,产生原因是纵剪机圆盘刀刃磨钝或不锋利造成的。由于钢带的啃边,时时出现局部缺肉,使钢带在焊接时易产生裂纹、裂缝而影响焊缝质量的稳定性。
1.3 钢带几何尺寸对钢管质量的影响
当钢带的宽度小于允许偏差时,焊接钢管时的挤压力减小,使得钢管焊缝处焊接不牢固,出现裂缝或是开口管;当钢带的宽度大于允许偏差时,焊接钢管时的挤压力增加,在钢管焊缝处出现尖嘴、搭焊或毛刺等焊接缺陷。所以,钢带宽度的波动,不但影响了钢管外径的精度,而且严重影响了钢管的表面质量。对要求同一断面壁厚差不超过规定值的钢管,即要求壁厚均匀程度高的钢管,钢带厚度的波动,会将同一卷钢带厚度差超出的允许值转移到成品钢管的壁厚差,使大批钢管厚度超出允许偏差而判废。厚度的波动不仅影响成品钢管的厚度精度,同时,由于钢带的厚薄不一,使钢管在焊接时,挤压力和焊接温度不稳定,造成了钢管焊接时焊缝质量不稳定。
此外,由于钢材内部存在着夹层、杂质、沙眼等材料缺陷,也是影响钢管质量的一个重要因素。因此,在钢带焊接前,要检查每卷钢带的表面质量和几何尺寸,对钢带质量不符合标准要求的,不要进行生产,以免造成不必要的损失。
2 高频焊接对钢管质量的影响
在钢管高频焊接过程中,焊接工艺及工艺参数的控制、感应圈和阻抗器位置的放置等对钢管焊缝的焊接质量影响很大。
2.1 钢管焊缝间隙的控制
钢带进入焊管机组经成型辊成型、导向辊定向后,形成有开口间隙的圆形钢管管坯,调整挤压辊的挤压量,使得焊缝间隙控制在1~3mm,并使焊口两端保持齐平。焊缝间隙控制得过大,会使焊缝焊接不良而产生未熔合或开裂;焊缝间隙控制得过小,由于热量过大,造成焊缝烧损,熔化金属飞溅,影响焊缝的焊接质量。
2.2 高频感应圈位置的调控
感应圈应放置在与钢管同一中心线上,感应圈前端距挤压辊中心线的距离,在不烧损挤压辊的前提下,应视钢管的规格而尽量接近。若感应圈距挤压辊较远时,有效加热时间较长,热影响区宽,使得钢管焊缝的强度下降或未焊透;反之感应圈易烧毁挤压辊。
2.3 阻抗器位置的调控
阻抗器是一个或一组焊管专用磁棒,阻抗器的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器应放置在V形区加热段,且前端在挤压辊中心位置处,使其中心线与管筒中心线一致。如阻抗器位置放置的不好,影响焊管的焊接速度和焊接质量,使钢管产生裂纹。
2.4 高频焊接工艺参数--输入热量的控制
高频电源输入给钢管焊缝部位的热量称为输入热量。将电能转换成热能时,其输入热量的公式为:
Q=KI2Rt (1)
(1)式中
Q-输入管坯的热量;
K-能量转换效率;
I-焊接电流;
R-回路阻抗;
t-加热时间。其中加热时间:t=L/v (2)
(2)式中
L-感应圈或电极头前端至挤压辊的中心距;
v-焊接速度。
当高频输入的热量不足且焊接速度过快时,使得被加热的管体边缘达不到焊接的温度,钢铁仍保持其固态组织而焊接不上,形成了未熔合或未焊透的裂纹;当高频输入热量过大且焊接速度过慢时,使得被加热的管体边缘超过了焊接温度,容易产生过热甚至过烧,使焊缝击穿,造成金属飞溅而形成缩孔。从公式(1)、(2)中可知,可以通过调整高频焊接电流(电压)或调整焊接速度的方法,来控制高频输入热量的大小,从而使钢管的焊缝既要焊透又不焊穿,获得焊接质量优良的钢管。
3 轧辊调节对钢管质量的影响
从钢管废品因果分析图可看出,轧辊调节是属钢管的操作工艺。在生产过程中,轧辊损坏或磨损严重时,在机组上需要更换部分轧辊,或某个品种连续生产了足够的数量,需要更换整套的轧辊。这时都应对轧辊进行调节,以获得良好的钢管质量。如轧辊调节得不好,易造成钢管管缝的扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤,钢管椭圆度大等缺陷,因此,换辊时应掌握轧辊调节的技巧。
(1)更换钢管规格,一般都对整套轧辊进行更换。轧辊调节的方法是:用钢丝从机组入口到出口拉一条中心线,进行调整,使各架孔型在一条中心线上,并使成型底线符合技术要求。更换轧辊规格后,首先对成型辊、导向辊、挤压辊、定径辊作一次全面的调节,然后重点对成型辊的封闭孔型、导向辊、挤压辊调节。(2)导向辊的作用是控制钢管的管缝方向和管坯底线高度,缓解边缘延伸,控制管坯边缘回弹,保证管缝平直而不扭转进入挤压辊。如导向辊调节不好,在钢管的焊接过程中,易造成钢管管缝的扭转、搭焊、边缘波浪等焊接缺陷。
(3)挤压辊是焊管机组的关键设备,其作用是将边缘被加热到焊接温度的管体在挤压辊的挤压力作用下完成压力焊接。在生产过程中,要控制挤压辊开口角的大小。挤压力过小时,焊缝金属强度下降,受力后会产生开裂;挤压力过大时,降低焊接强度,而且使外毛刺量增加,易造成搭焊等焊接缺陷。
(4)在焊管机组慢速起动的过程中,应密切注意各部位轧辊的转动情况,随时调节轧辊,以确保焊管的焊接质量和工艺尺寸符合规定的要求。
4 结 语
综上所述,对高频焊接钢管生产过程中的原材料、焊接、轧辊调节三个重要的环节,实行严格的控制,则焊管质量会得到有效的提高。
今年在河南省许昌市购买百度文库201不锈钢立柱加工厂家有了新选择,河南省许昌市正久金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的百度文库201不锈钢立柱加工厂家产品。如需购买或咨询,请随时联系我们,联系人:王经理-17762077700,QQ:759739752,地址:开发区工业园。








